Table Of Content
Close collaboration with your molder might lead to simple solutions like minimizing draft, rib heights or adding other features to eliminate sinks. The resin filling the mold cavity flows better around soft corners much like the flow of a river. Rivers don't have 90 degree corners as the water flow creates inside and outside corners so it moves easily towards its final destination. Similarly, plastic resin wants to take a path of least resistance to minimize the amount of stress on the material and mold. Radii, like draft, also aid in part ejection as rounded corners reduce the chance that the part will stick in the mold causing it to warp or even break.
Gate Location and Type
That’s just a high-level overview, of course, but it lays the groundwork for the details you’ll find in this design guide. As you keep reading, remember that injection molding design is a three-part process. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle. For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost). Use a uniform wall thickness throughout the part (if possible) and avoid thick sections.
Wall Thickness and Radii
Sub gates are generally used by incorporating a tunnel gate into the side of the part or into an ejector pin (post gate). Both gate styles generally can decrease the size of the vestige left on the exterior of the part. Tunnel gates still enter the part externally, but are mid-way down a parts surface, so they typically leave less of a gate vestige. Post gates leave no visible vestige on the exterior of the part as the part fills through one of the ejector pins close to the perimeter of the part. The risk is the cosmetic shadow left on the opposite side of the part due to heat and part thickness.
Discover Dassault Systèmes store solutions for injection molding
This feature can have major effects on the cost, production speed and quality of the final parts. When designing the parting line, it is generally preferable to place it on sharp edges rather than filleted surfaces. This helps to minimize the need for a mold with tight tolerances, which can increase production costs.

Sharp edges require more pressure to fill, increasing the risk of part damage and defects during ejection. Rounded internal and external corners help plastic flow more smoothly and reduce residual stress and cracking. Injection molding is a complex process that requires careful design considerations to ensure successful production. Errors resulting from design can cause significant delays and expenses once the process begins. Therefore, it’s essential to avoid these errors by following proper injection molding design guidelines.
Understanding Injection Molding Process Basics
These are mainly related to the design and manufacturing of the mold which typically costs between $5,000 and $100,000. For this reason, injection molding is only economically viable for productions larger than 500 units. Rubber injection moulding process produces a high yield of durable products, making it the most efficient and cost-effective method of moulding. Consistent vulcanisation processes involving precise temperature control significantly reduces all waste material.
Tip #2: Redesign the injection molded part to avoid undercuts
Kawai Plastic Industry Uses the Fusion 360 Simulation Extension to Prevent Short Shots in Injection Molding - Autodesk Redshift
Kawai Plastic Industry Uses the Fusion 360 Simulation Extension to Prevent Short Shots in Injection Molding.
Posted: Thu, 10 Aug 2023 07:00:00 GMT [source]
When uniform walls are not possible, then the change in thickness should be as gradual as possible. Wall thickness variations should not exceed 10% in high mold shrinkage plastics. Thickness transitions should be made gradually, on the order of 3 to 1. This gradual transition avoids stress concentrations and abrupt cooling differences. Choosing the proper wall thickness for your part can have drastic effects on the cost and production speed of manufacturing. While there are no wall thickness restrictions, the goal is usually to choose the thinnest wall possible.
F. Ribs and Bosses
Draft angles vary by the type of resin, or injection molding material. There are also different systems, or standards, that define the amount of draft to apply. If you can’t maintain a uniform wall thickness throughout your design, use smooth transitions between sections with different thicknesses. Wall thickness affects the strength, cost, and appearance of your injected molded part. Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower.
These may improve the moldability of the parts, and ultimately, may reduce the chance of production hiccups, cosmetic defects and other issues. A short shot is a defect on molded parts when the molten material fails to fill the entire mold cavity. As a result, the molded component is incomplete after cooling and ejection. Short shots are considered severe defects because they affect the molded part’s appearance and function.
Have you ever spent days on a mold design, and then realized that your cavity block was too detailed? Maybe it should have been designed in more than one section, and now you have to start over from scratch. The manufacturing and testing phase is where the custom mold goes from concept to reality. It involves multiple intricate steps that must be executed with precision to ensure optimal performance and high-quality molded parts.
The extremely high level of precision needed within the aerospace industry makes CNC machining a suitable manufacturing process for the sector. Laser Engraving uses a laser to burn a 2D image onto a part or mold cavity. While color is not an option for laser engraving it is a more cost-effective, faster way to mark plastic parts when compared to pad printing. Stainless steel fibers are used to control EMI (electromagnetic interference) and RFI (radio frequency interference) typically in housings for electronic components. Short glass fibers are used to strengthen a composite and reduce creep, especially at higher temperatures.
The radius of internal corners should be at least 50% of the adjacent wall thickness. On the other hand, external corners should be 150% of the adjacent wall thickness. For vertical features like bosses and snap fits, the base should be rounded. The boss radius should be 25% of the adjacent wall and a minimum radius of 0.381mm (0.015 inches). Long glass fibers are used like short glass fibers to strengthen and reduce creep, but make the resin much stronger and stiffer.
Double or Nothing: Tandem designs take off - PlasticsToday
Double or Nothing: Tandem designs take off.
Posted: Thu, 30 Nov 2023 15:14:34 GMT [source]
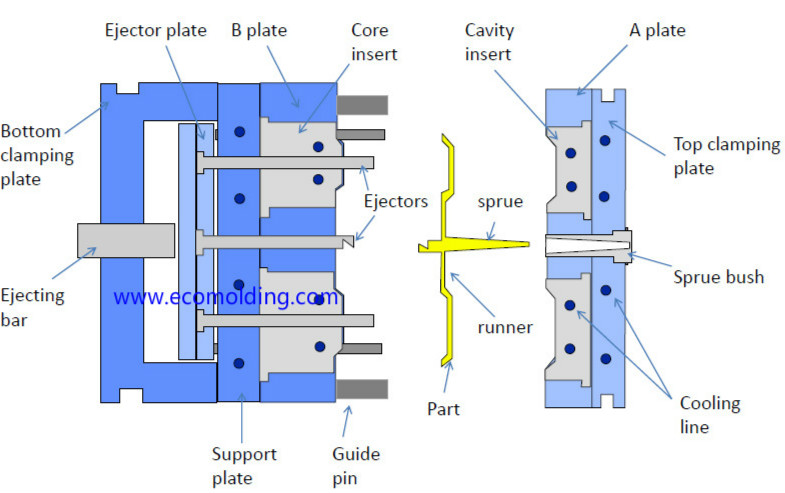
Plastic materials exhibit shrinkage as they cool down after injection, causing the dimensions of the molded part to slightly reduce compared to the dimensions of the mold cavity. By considering this shrinkage factor during mold design, adjustments can be made to compensate for it and achieve the desired part dimensions. The part geometry plays a crucial role in injection mold design as it influences several aspects of the process. First and foremost, the shape and complexity of the part determine the type of mold required.







No comments:
Post a Comment